EW 末端焊接
LMC 直线电机控制
GCC(手)枪管制柜台
VDCE 电压数字控制能量 = 电弧路径上的电弧电压稳定
WIP 焊接参数 = 焊接在参数范围内
WOP焊接超出参数 = 焊接不在参数范围内
激活 通道:


在螺柱焊上的设置,更改常规焊接设置如下:
在此对话框中,您可以定义焊接程序的基本设置。
1. 在焊接程序的各个对话框中输入所需的数据和值。
2. 点击 保存您的条目。
通用设置
1. 点击编程 -> 焊接程序打开“焊接程序”对话框。
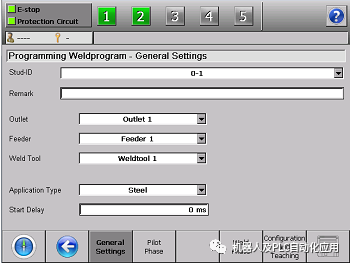
图 46:“编程焊接程序 - 常规设置”对话框
"Stud ID" 螺柱 ID 的选择
"Remark" 您可以输入最多 64 个字符的可自由定义的文本
"Outlet" 定义使用该程序进行焊接的出口
"Feeder"定义螺柱的进料器
"Weld tool"定义进行焊接的焊接工具
"Application Type"可根据应用在此处选择钢、铝、T 型螺柱或 Clean Flash。
"Start Delay"指定先导电流阶段的启动延迟持续时间
通过点击编程焊接程序试验阶段打开对话框“编程焊接程序 - 试验阶段”。
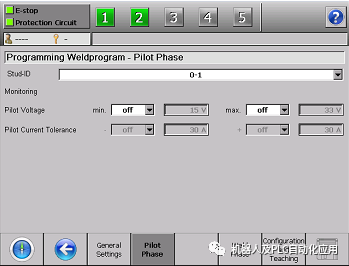
图 47:对话“编程焊接程序 - 试验阶段”
"Pilot Voltage"如果“Pilot Voltage:On”,指定先导电流电压的最小值和最大值.
配置清洁阶段如下:
通过点击编程焊接程序清洁阶段过程打开对话框“焊接程序 - 清洁阶段 - 过程”。

图 48:对话“编程焊接程序 - 清洁阶段”
"Trigger Voltage Start Clean"指定清洁阶段开始的引导电弧电压.
"Trigger Voltage End Clean"指定清洁阶段结束的电压
"Increase Weld Time If Not Cleaned"如果未进行清洁阶段,则激活焊接时间增加.
"Maximum Clean Flash Time"指定清洁阶段的最长持续时间
监控
通过点击编程焊接程序清洁阶段监控打开对话框“焊接程序 - 清洁阶段 - 监控”。
图 49:编程焊接程序 - 清洁阶段 - 监控
"Clean Voltage"“清洁电压”
"Clean Current Tolerance"“清洁电流容差”
如下编程焊接阶段
通过点击编程焊接程序焊接阶段打开对话框“焊接程序 - 焊接阶段。焊接阶段 - 焊接阶段”焊接程序焊接阶段
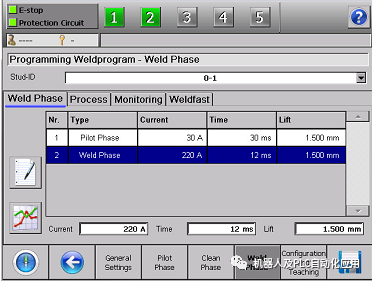
图 50:对话“编程焊接程序 - 焊接阶段焊接阶段 - 焊接阶段”
 打开一个新的对话,可以在其中对新的焊接阶段进行编程
打开一个新的对话,可以在其中对新的焊接阶段进行编程
 当前发展和焊接过程中的图解预览 当前发展和焊接过程中的提升的图解预览
当前发展和焊接过程中的图解预览 当前发展和焊接过程中的提升的图解预览

图 51:您可以在其中创建焊接阶段的对话框
在此对话框中,您可以创建新的焊接阶段或编辑现有的焊接阶段。
审核编辑 :李倩