安川-RD350S/RD500S 使用说明书(专用数字式逆变焊接电源 )(上)
第5章 安川机器人控制器设置
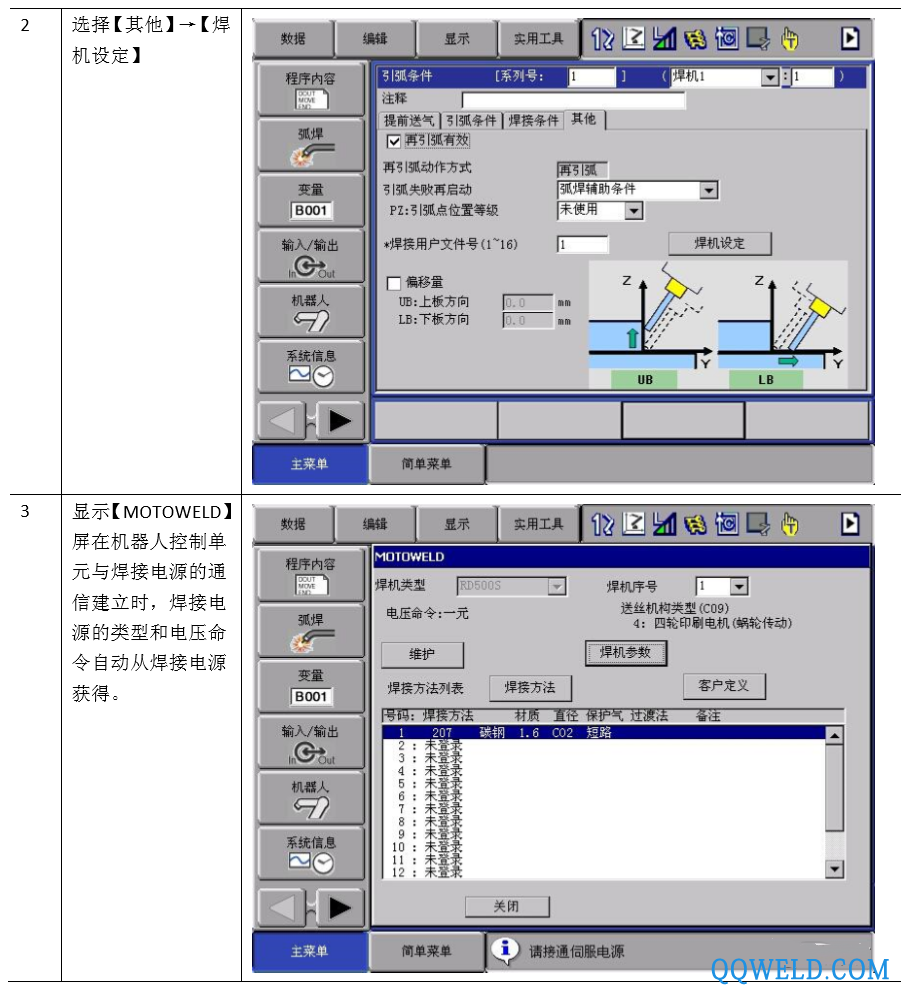
数字通信设置



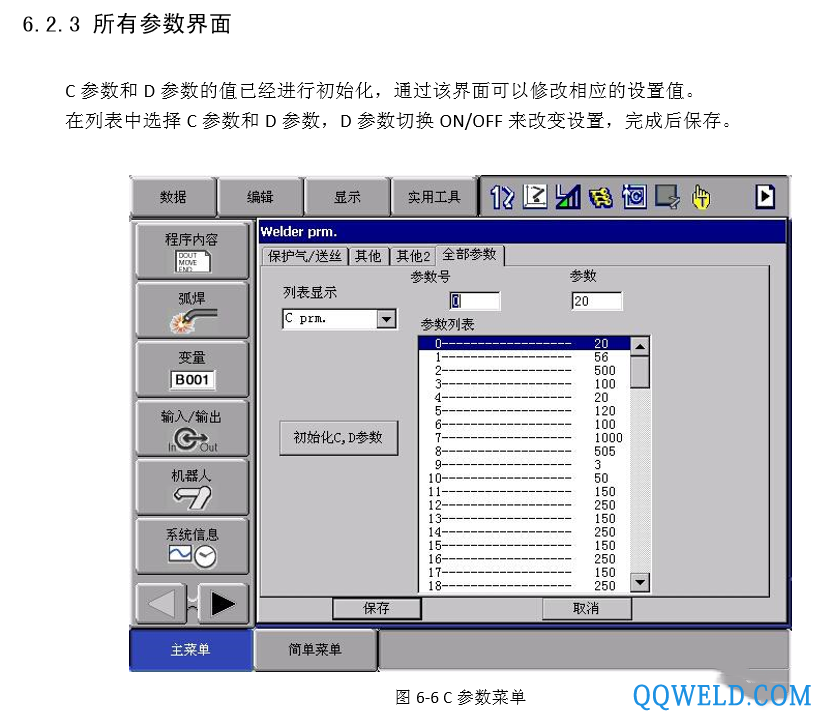
第6章 用户参数设置
MOTOWELD 界面
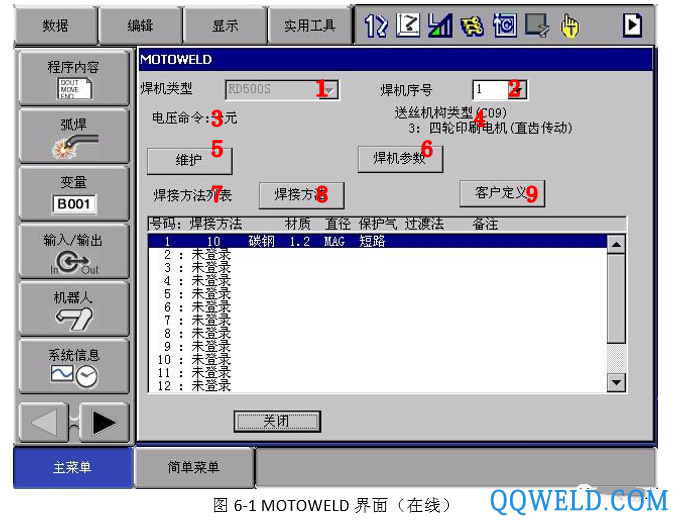
MOTOWELD 界面(在线/离线)
在线模式
焊接电源上电后通讯连接正常,在线模式下能设置焊接电源控制参数。
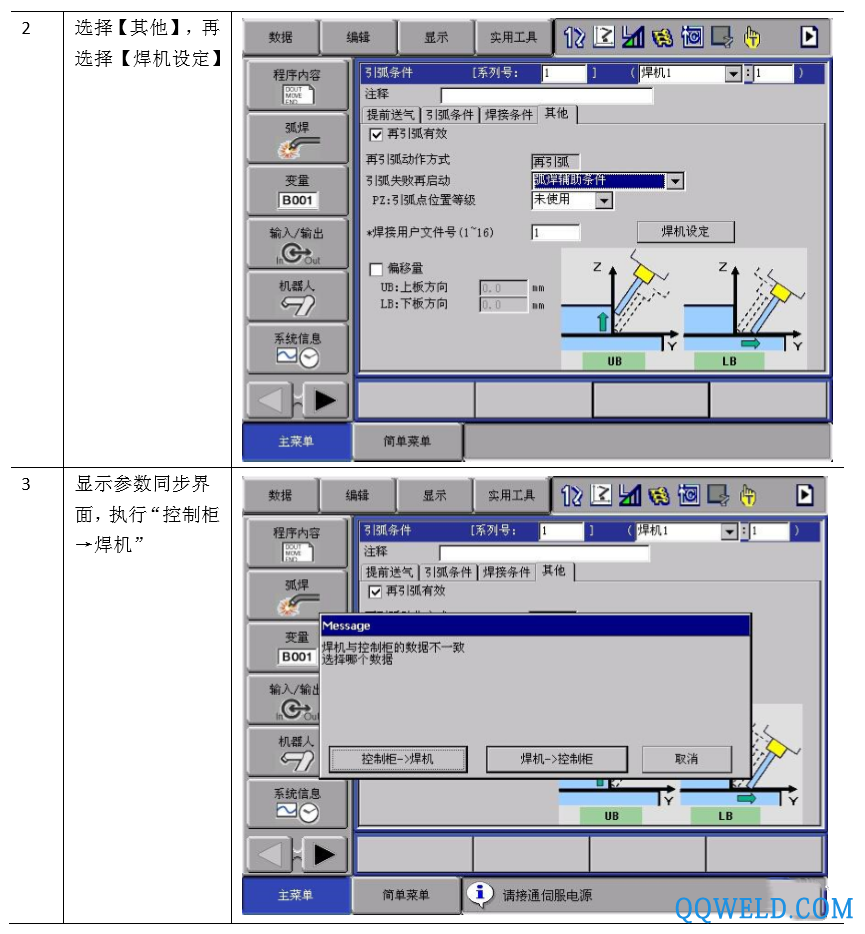
离线模式
离线模式用于焊接电源未上电或通讯连接不正常的情况。在离线模式下,焊接电源设定参数可以在机器人控制单元中单独设置。为了同步机器人控制单元与 焊接电源的设定参数,切换到在线模式后,示教器上执行自动写入功能实现参数同步。如果没有执 行自动写入功能,焊接电源和机器人控制单元的参数设置内容可能不同步,焊接参数设置可能无效。
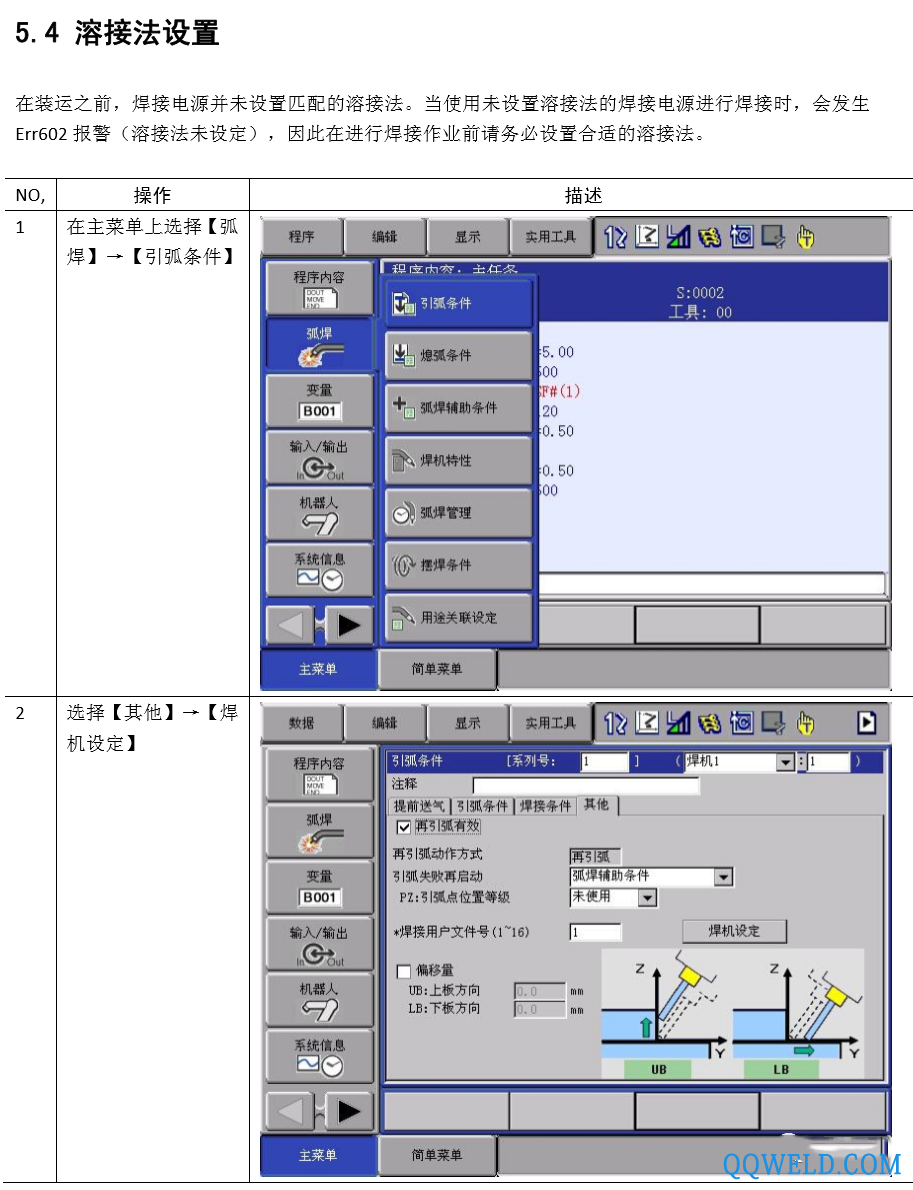
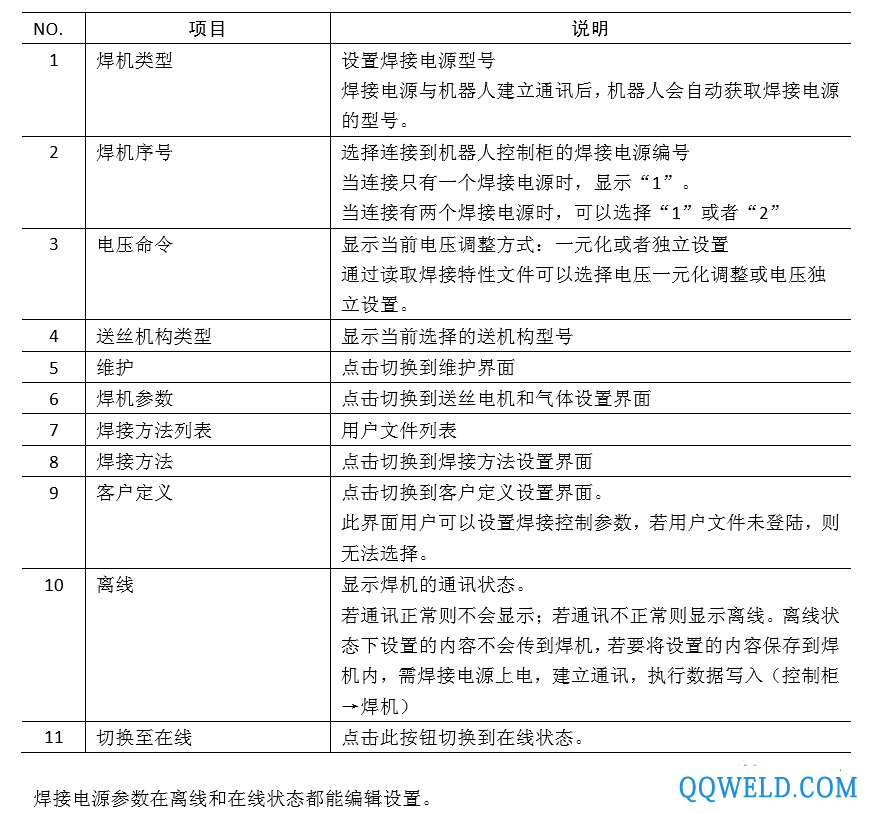
MOTOWELD 界面设置项目如下:



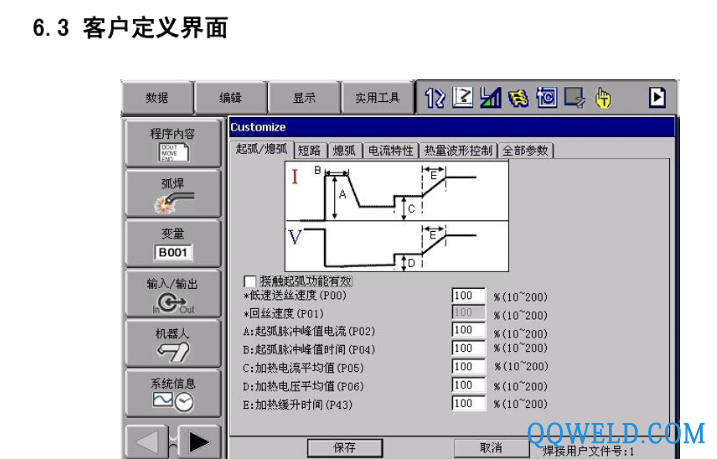
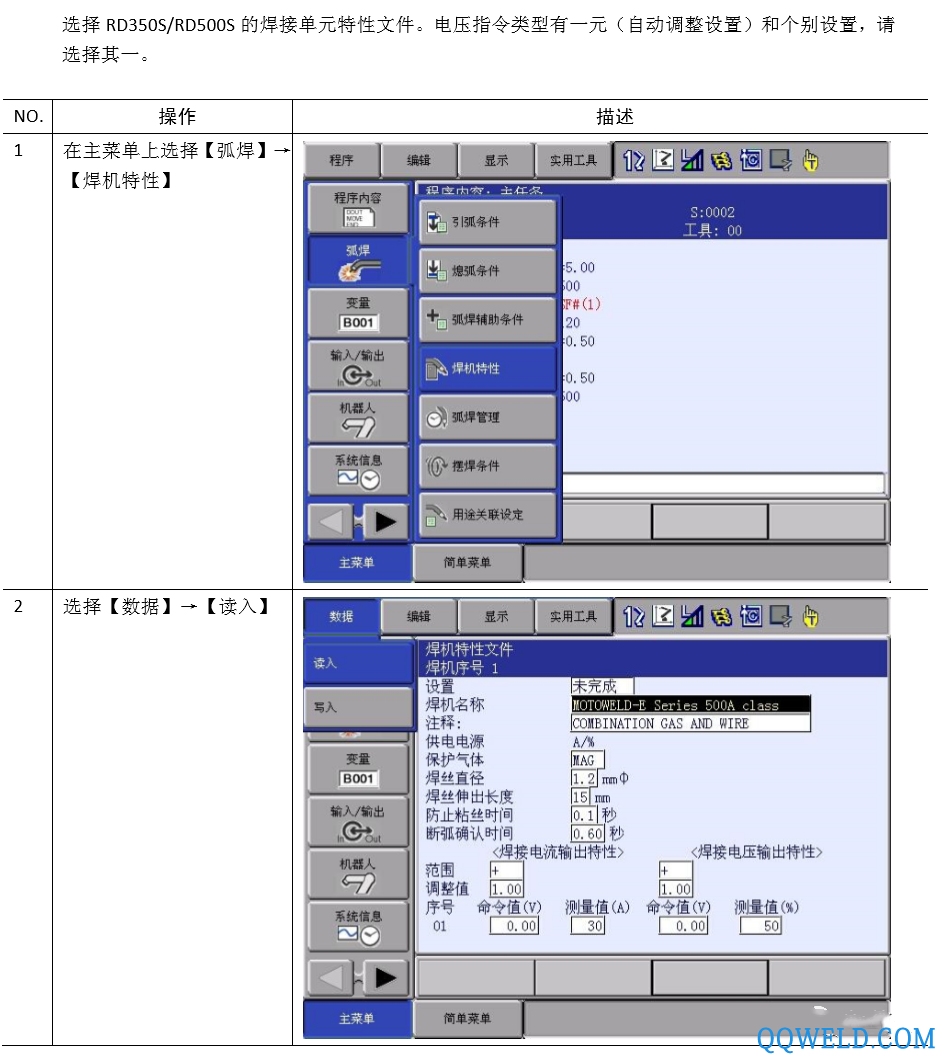
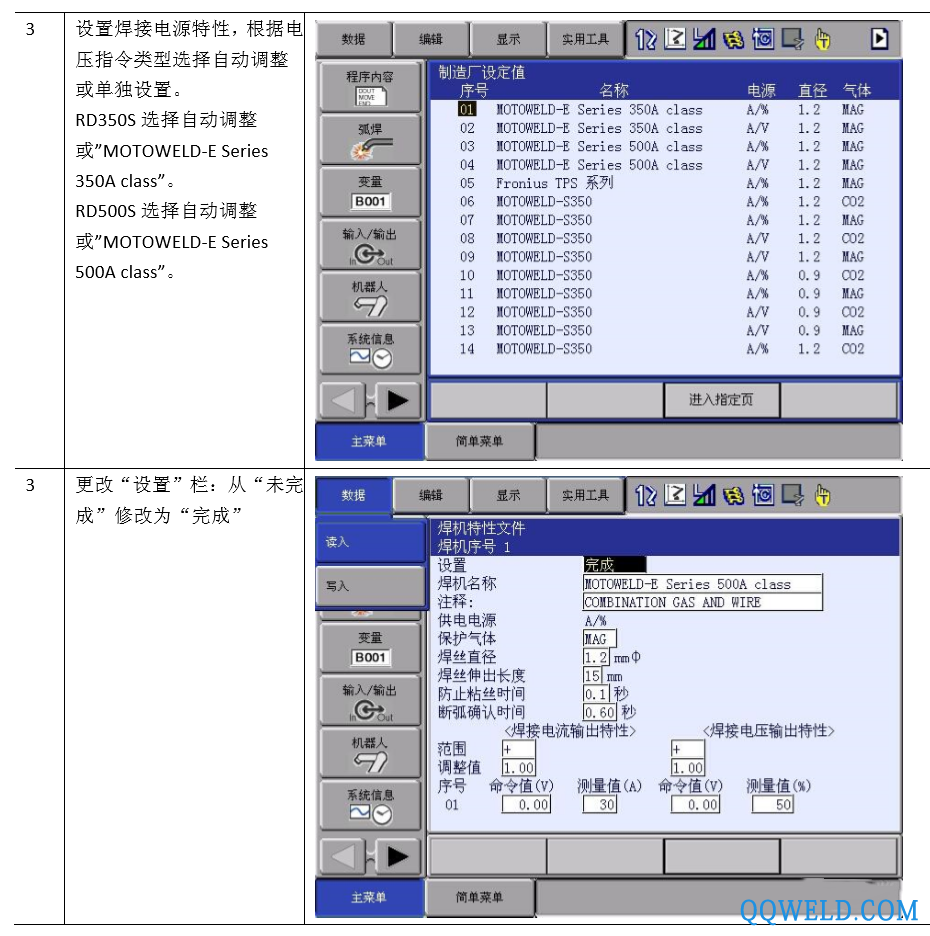
焊接特性由焊接电源上搭载的数据库所决定,但是,通过对 P参数的修改,可在数据库值的 10%~ 200%特性值的范围内进行变更。通常,用户可不加变化,直接使用数据库的特性值进行焊接作业。如果因周围环境状况或个人偏好而需要修改特性的时候,则请参照以下说明,进行调整。出厂时全部设定为“100% =按数据库特性作业”。
通过调节 P 参数实现的焊接特性如下:
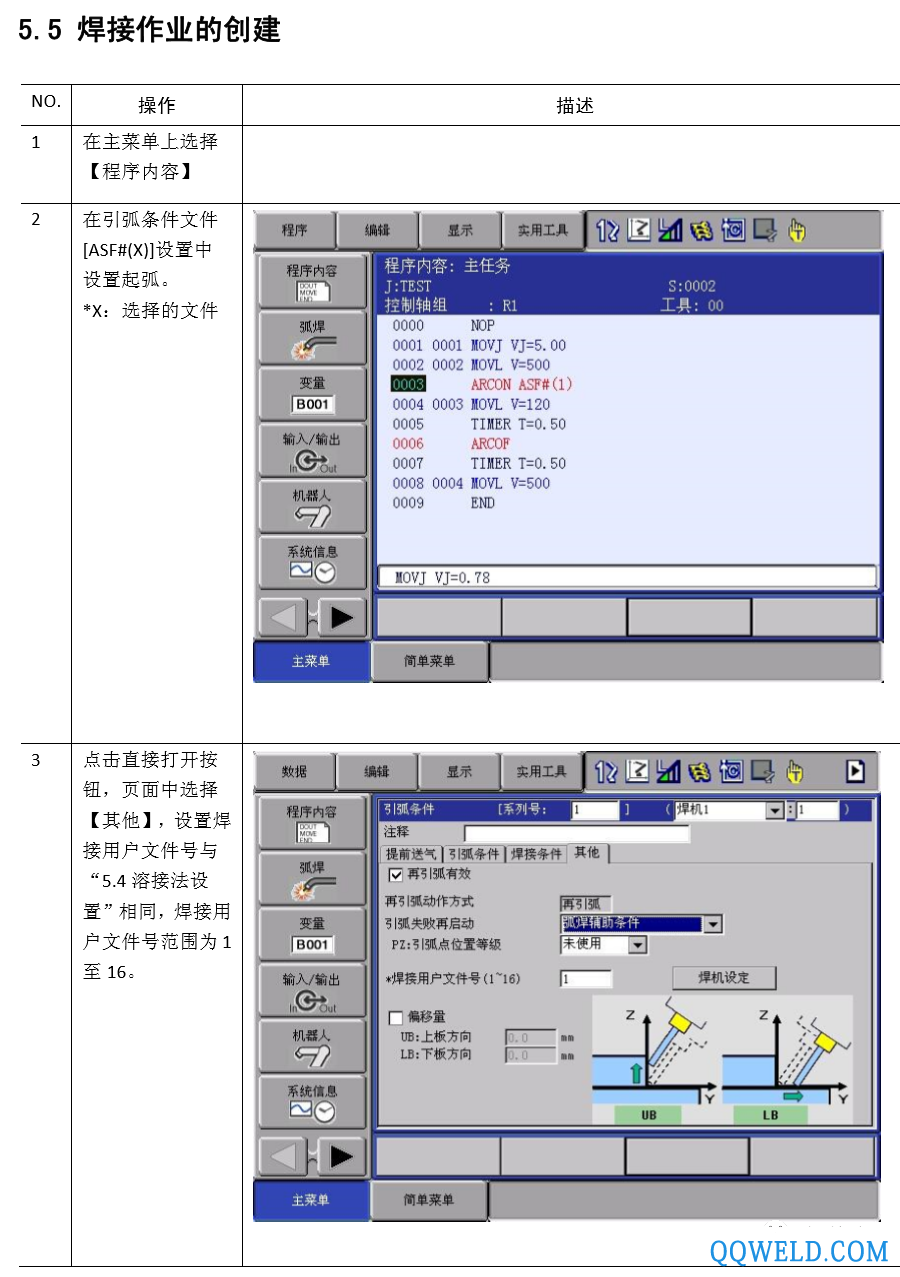
① 起弧特性 起弧 (ARC ON) 命令至以正常焊接条件焊接之间的特性
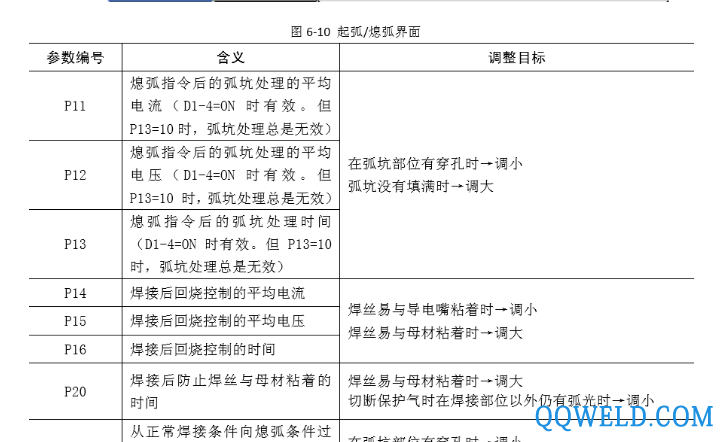
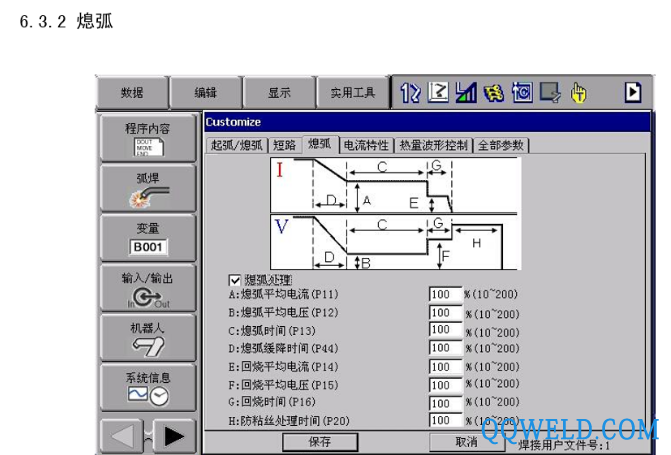
② 熄弧特性 熄弧 (ARC OFF)后至电弧消失之间的特性
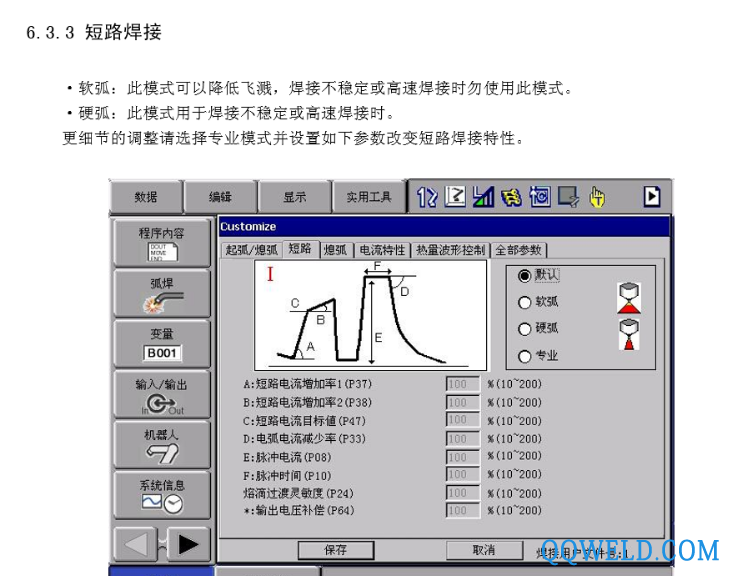
③ 短路焊接特性 短路焊接时的正常焊接条件特性
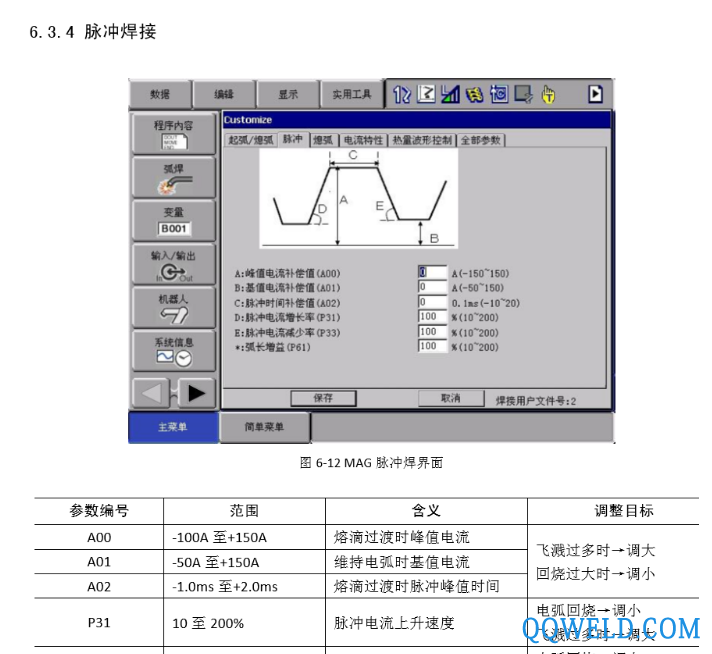
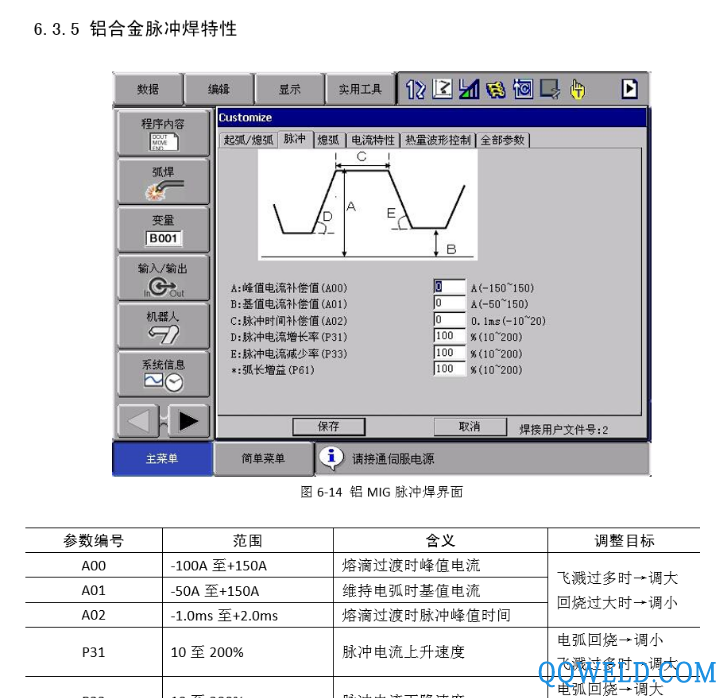
④ 脉冲焊接特性 脉冲焊接时的正常焊接条件特性
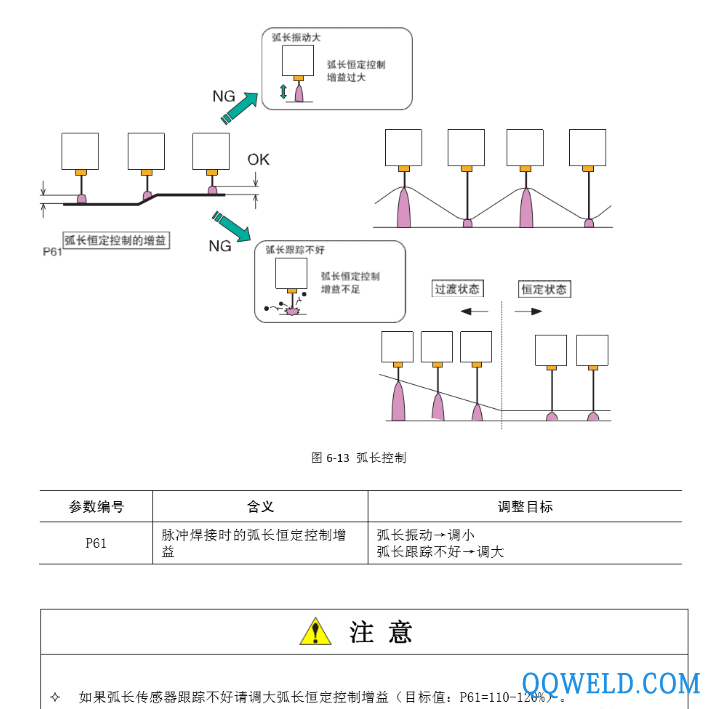
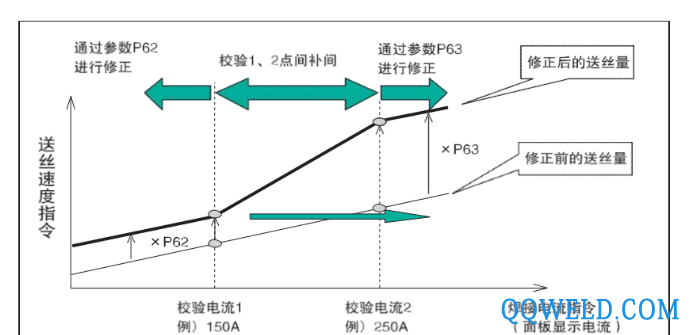
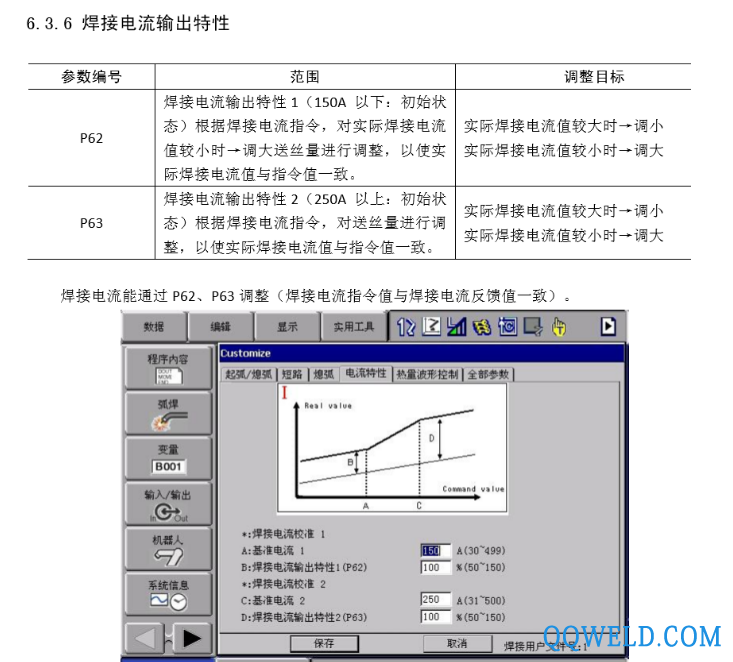
⑤ 其它特性 弧长控制的特性、电流输出特性