瑞凌RILAND电焊机逆变直流氩弧焊机 WS250S小型家用电焊机
体积小、重量轻、易于携带和安放
调解简单、易于操作、起弧成功率高
降低钨极损耗、输出稳定、暂载率高
| 产品型号 | WS250S |
| 输入额定电压(V) | 单相220±15% |
| 输入频率(Hz) | 50/60 |
| 额定输入功率(TIG/MMA,KVA) | 8.6 |
| 电流电压调节范围(TIG/MMA,A/V) | 10/10.4~250/20 |
| 40℃60%暂载率输出(TIG/MMA,A/V) | 250/20 |
| 40℃**暂载率输出(TIG/MMA,A/V) | 194/17.8 |
| 空载电压(V) | 46 |
| 空载损耗(W) | 40 |
| 引弧方式 | 高频引弧 |
| 效率(%) | 80 |
| 功率因数 | 0.73 |
| 绝缘等级 | F |
| 外壳防护等级 | IP21 |
| 重量(kg) | 8 |
| 外形尺寸(mm) | 395×153×301 |



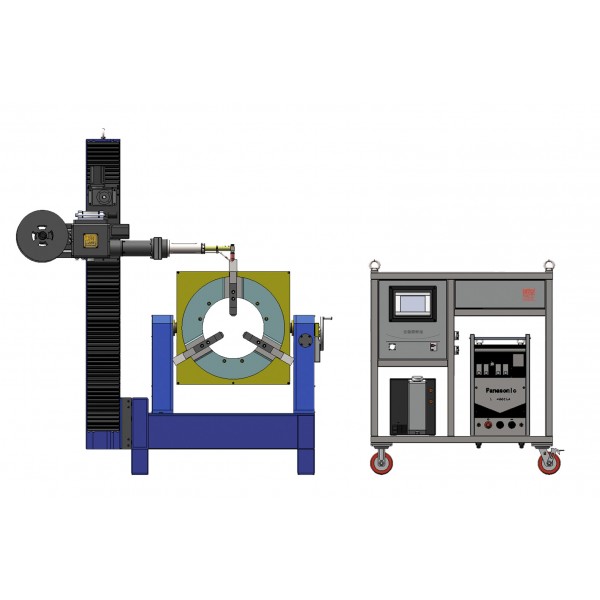
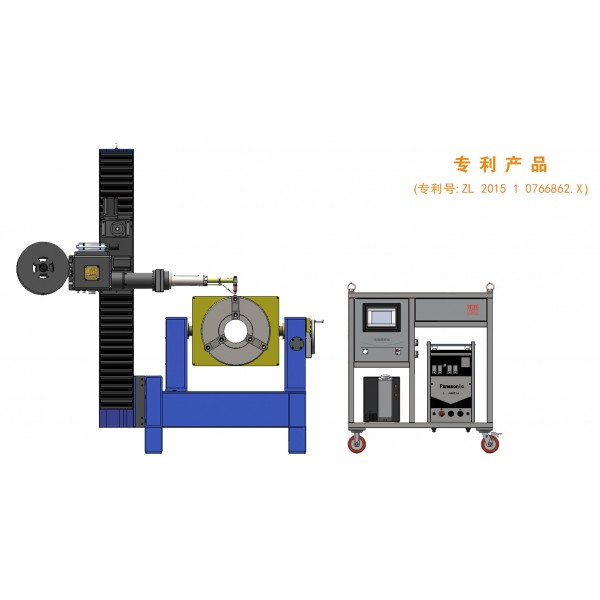
采用氩弧焊打底工艺,可以得到优质的焊接接头。氩弧焊打底焊接工艺在锅炉的水冷壁、过热器、省煤器等焊接中,接头质量优良,经射线探伤,焊缝级别均在Ⅱ级以上。
优点
(1)质量好只要选择合适的焊丝、焊接工艺参数和良好的气体保护**能使根部得到良好的熔透性,而且透度均匀,表面光滑、整齐。不存在一般焊条电弧焊时容易产生的焊瘤、未焊透和凹陷等缺陷。
(2)效率高在管道的**层焊接中,手工氩弧焊为连弧焊。而焊条电弧焊为断弧焊,因此手工氩弧焊可提高效率2~4倍。因不需清理熔渣和修理焊道,则速度提高更快。在第二层电弧焊盖面时,平滑整齐的氩弧焊打底层非常利于电弧焊盖面,能保证层间良好地熔合,尤其在小直径管的焊接中,效率更显著。
(3)易掌握手工电弧焊根部焊缝的焊接,必须由经验丰富且较高技术水平的焊工来担任。采用手工氩弧焊打底,一般从事焊接工作的工人经较短时间的练习,基本上均能掌握。
(4)变形小氩弧焊打底时热影响区要小得多,故焊接接头变形量小,残余应力也小。