弧焊机器人
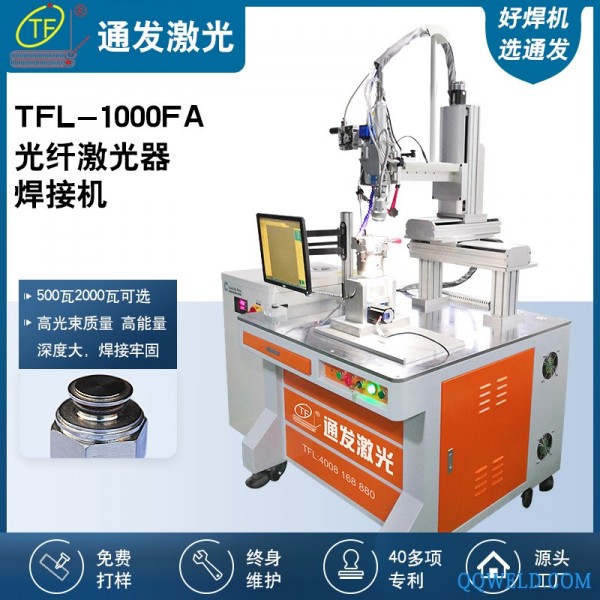
优惠供应万昊动臂焊接机器人系统
2020-07-09 14:571207

信息概况
-
价格:¥0.00/套
-
起订:1套




联系方式
-
姓名:赵本河(先生)
-
电话:053187978220
-
手机:13305410909
-
传真:0531-87978220
-
地区:山东
-
QQ:346655709
扫一扫访问当前网页

关闭
同类供应